 首页
首页有色冶金领域


蒸发是使含有不挥发溶质的溶液沸腾汽化并移出蒸汽,从而使溶液中溶质浓度提高的单元操作。作为一种热法分离技术,被广泛应用于高盐废水脱盐领域。其中,多效蒸发、TVR、MVR等高效节能技术已成功应用于高盐废水处理工程。
传统的单效蒸发每蒸发一吨水约消耗1.1吨生蒸汽,运行成本较高。多效蒸发由于多次利用二次蒸汽的潜热,系统每增加一效,可节约将近一倍的生蒸汽,较单效蒸发在节能方面有较大的优势。TVR蒸发技术可部分利用二次蒸汽的潜热,一般二次蒸汽的利用率为50%左右,节能效果较明显,常与多效蒸发联合使用。MVR蒸发技术由于完全利用二次蒸汽的潜热,仅需消耗少量电能,一般情况下每蒸发一吨水消耗约30-50kW电能,节能效果显著,随着煤炭价格的上涨及我国机械加工制造水平的提升,MVR技术已得到迅速发展。
我公司的多效及MVR技术已成功应用于高盐废水处理领域,取得了良好的效果。蒸发结晶技术在有色冶金废水处理行业、海水淡化行业、食品医药行业、轻纺造纸及制盐行业等领域应用广泛。


重金属污染是指由重金属或其化合物造成的环境污染。2011年4月初,我国首个“十二五”专项规划——《重金属污染综合防治“十二五”规划》获得国务院正式批复,防治规划力求控制5种重金属。国家总量控制的重金属主要有五种,即汞、铬、镉、铅和类金属砷。
采矿、冶炼、铅蓄电池、皮革及其制品、化学原料及其制品五大行业成为重金属污染防治的重点行业。
吸附除重金属机理
含重金属离子的废水流经KLZFC系列吸附剂时,吸附剂上负载的羟基、羧基等活性基团将重金属离子捕捉吸附。随着时间的增长,吸附剂外表面的空余活性基团逐渐减少,向废水中加入活化剂,在活化剂的催化活化作用下,吸附剂外表面与水中重金属反应,进行吸附,吸附饱和后,逐渐剥离并随水体排出床层,内表面的活性基团开始发挥吸附重金属离子的作用。在活化剂的催化活化作用下,吸附剂层层吸附,从而实现连续处理重金属废水的目的。
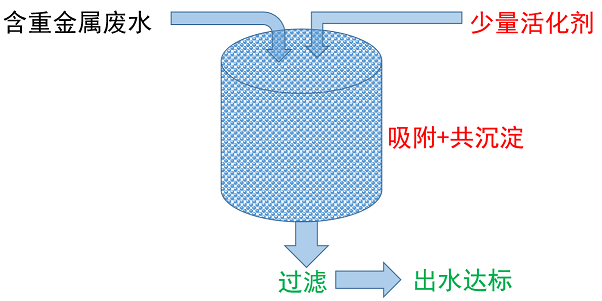
重金属吸附脱除示意图
技术特征及优势
(1)最适用于废水预处理后的深度净化,进水单一重金属含量建议不超过10mg/L;
(2)吸附处理后,出水重金属可满足国家污水综合排放标准和地表水环境质量标准;
(4)操作弹性大,可根据出水指标要求调整工艺参数;
(5)吸附剂价格便宜,活化剂用量少,吨水运行成本少于5元;
(6)工艺简单,设备投资少。
应用情况
已在江钨世泰科钨品有限公司、赣州荣德有色新材料有限公司等多个企业开展了吸附除重金属的中试试验,出水重金属指标均满足国家标准和当地地方标准。
经在江钨世泰科现场用吸附剂处理焙烧烟气废水中试试验中可得结论;利用中科院过程所吸附除砷工艺可连续处理江钨世泰科焙烧烟气废水40小时以上,出水稳定达标。
经在赣州荣德有色现场的中试试验可得;利用北京赛科康仑环保科技有限公司的催化吸附除重金属系统可以联系处理外排废水70小时以上,当进水偶尔不达标时,经系统处理后出水达标,且各种重金属的去除率在90%以上,该系统运行稳定,操作简单,适用于重金属砷、汞、硒、镉的深度去除。
获奖情况
2015年11月:节水治污水生态修复先进适用技术指导目录
——含重金属高浓度氨氮废水资源化处理技术


中科院过程所与北京赛科康仑环保科技有限公司集成多项原创性科研成果共同研发的“高浓氨氮废水资源化处理”全过程工艺。该技术基于氨与水分子相对挥发度的差异,通过汽提精馏脱氨工艺量化设计,设计制造高通量、低阻降、高分离效率、抗结垢新型塔内件;通过组件-单元-整塔的全过程可视化设计,优化脱氨塔结构,制造专用脱氨塔设备。在钒、钨钼、镍钴、铌钽、稀土等有色冶金行业建成投运42套示范工程,全部一次调试合格且稳定达标运行。
整套设备全过程自动化控制,具有废水达标稳定、水质水量波动的操作弹性范围宽、能量利用效率高、防堵抗结垢、回收氨水铵盐产品稳定、综合运行成本低等特点,实现了工业高浓氨氮废水的资源化处理。氨氮污染物削减率和利用率均大于99 %,全过程无废水、废气、废渣等二次污染产生。在钒冶炼行业,本技术已有三套设备投入运行,早在2007年投运的第一套设备至今仍然稳定运行,没有出现类似产品频繁结垢堵塔的问题,维护简单,脱氨效果稳定达标。从技术水平和同行业运行经验积累方面处于领先地位,是攀钢钒厂氨氮废水处理的首选技术。
该技术拥有60余项自主知识产权,具有国际先进水平,在有色冶金行业的广泛应用得到了用户和环保部门的一致认可,先后多次获得国家科技发明二等奖、环保部环保科技一等奖、国家环保实用技术、国家环保示范工程等奖励,同时为用户企业回收氨资源,节约成本2亿元以上,具有可观的经济和社会效益。
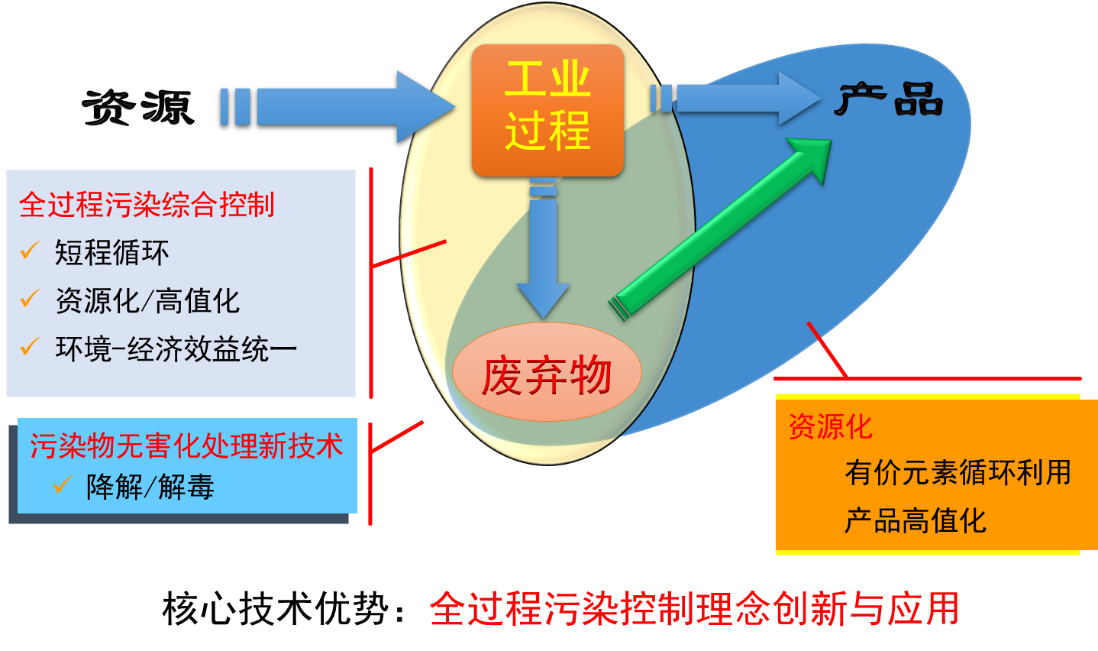
有色事业部在冶金等行业的含氨废弃物全过程污染控制方面,以“全生命周期的提质增效与管理”为理念,系统开展涉重金属和氨氮行业的污染源解析与控制技术综合评估、分析,针对制约氨氮减排的含重金属高盐高氨氮废水研发突破了核心技术,结合工艺优化集成与工程示范推广,形成了含重金属-氨氮废水的产业化集成技术与成套设备。
北京赛科康仑环保作为中科院过程所氨氮废水处理技术的独家授权推广单位,在工程实施过程中,针对用户的需要,在中科院过程所技术的基础上进行二次开发,在降低设备成本、提高操作自动化程度上取得了一系列突破。其中,高浓度氨氮废水处理精馏塔抗堵塞集成技术和资源化处理效果达到国际先进水平。入选国家工信部、科技部、环保部发布的《国家鼓励发展的重大环保技术装备目录(2014年版)》。
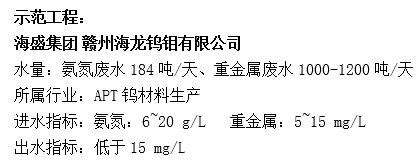
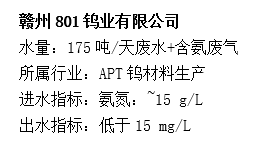
高浓度氨氮废水资源化处理技术已在钒、钼、镍、稀土、锆、铌钽等行业完成示范工程应用,使相关企业的新鲜氨消耗减少80%以上,氨氮废水污染物处理率、资源回收率≥99%,处理后水中氨氮稳定达到国家一级排放标准(≤15mg/L),最低达到5mg/L以下。在实现环境达标的同时,取得了良好的经济效益。

